知(zhī)识篇——球墨(mò)铸铁(tiě)件夹渣缺陷 浇注系统角色重
发布时间: 2020-04-14 来源(yuán):洛阳九州网页版和顺祥机械有限公司 点击(jī):1271
球墨铸铁(NodularCastIron)是一(yī)种具有优良力学性能的金属(shǔ)材料(liào),通过在铁液中加入球(qiú)化剂和孕育剂,让(ràng)石(shí)墨呈球状(zhuàng)形核并长大而获(huò)得。20世纪40年代,现代(dài)球(qiú)墨铸铁由美国国际(jì)锡公司(INCO)青年科研人(rén)员K.D.Millis首先研究(jiū)成功。球墨铸(zhù)铁在力学(xué)性能、物理性能、工艺性能、使用性能上(shàng)具有独特的优(yōu)势,生(shēng)产(chǎn)工艺(yì)简(jiǎn)单(dān),成本低(dī)廉,在机械、冶金、矿山、纺织、汽车及船舶(bó)等领域应用广泛。
生(shēng)产球墨铸铁时夹渣是zui常见的缺陷,其多出现在铸件(jiàn)浇(jiāo)注位置的上平(píng)面或型芯上表面部位。夹(jiá)渣缺(quē)陷严重影响铸件的力学性(xìng)能,特别是韧(rèn)性和(hé)屈服(fú)强度,导(dǎo)致(zhì)承压部位发生渗漏。
笔者(zhě)所(suǒ)在单位生产的(de)一(yī)种发电设备铸件(jiàn)前期经常出现铸件夹渣缺陷(xiàn)而报废(fèi),针对此缺陷进行了改进。
1.原工艺及缺陷状况
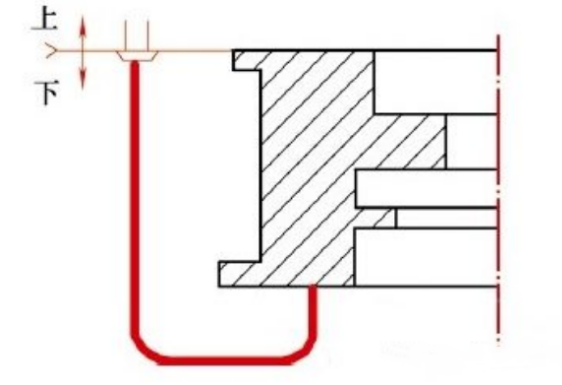
铸件重(chóng)量(liàng)为4500kg,材料(liào)为QT400-18,呋喃(nán)树脂自硬砂造(zào)型。采(cǎi)用15t/h工频电炉熔炼,化学成(chéng)分为:wC=3.5%~3.7%,wS=2.2%~2.7%,wMn=0.3%~0.47%,wP≤0.06%,wS≤0.2%,浇注温(wēn)度为1350~1380℃。浇注系统采用半(bàn)封闭式(shì)、横浇(jiāo)道在(zài)分(fèn)型面的环形底(dǐ)注工艺,内浇道为4道(dào)φ35mm的陶瓷管,直浇道为φ80mm,横(héng)浇道截(jié)面为:70/80mm×100mm,截面(miàn)比(bǐ)为:F直:F横:F内(nèi)=1∶2.99∶0.77,工艺方(fāng)案如(rú)图1所示。这样设(shè)计(jì)出来的铸件缺陷(xiàn)主(zhǔ)要为夹(jiá)渣,位置在法兰背面和(hé)轴承上(shàng)表面,形状不规则,无金属光泽,用(yòng)渗透液或磁粉检(jiǎn)测,有时用肉眼即可发现,如图2所(suǒ)示(shì)。
图1 工艺方案

图(tú)2 夹渣缺陷分布(bù)
2.缺陷原因(yīn)分析
(1)熔炼或球化处理后(hòu),加入的熔剂和(hé)形成的熔渣在(zài)浇注时随金属(shǔ)液一起(qǐ)注(zhù)入型腔。
(2)金属液(yè)在浇注过(guò)程中镁、稀土、硅、锰、铁等二次氧化,产生的(de)金(jīn)属氧化物和硫化物、游(yóu)离石墨(mò)等上浮到铸件上表(biǎo)面或滞(zhì)留(liú)在铸件内的(de)死角和砂芯(xīn)下表面等处。
原工艺该铸(zhù)件的浇注压头为2.5m,铁液从(cóng)浇口(kǒu)杯进入浇注系统后,直(zhí)接由内(nèi)浇道底(dǐ)返进入底法兰,进流速度大,约0.7m/s,进入型腔的铁液(yè)紊流严重,且严重卷气,因此铸件表面出现大量的(de)渣,造成(chéng)该(gāi)产品的废品(pǐn)率超过(guò)10%。
(3)由于含硫量过高,使金属液含有大(dà)量硫化物,浇注后在铸(zhù)件内部形成(chéng)渣。
(4)金属液中各组元(碳(tàn)、锰、硫、硅、铝、钛)之间或这些组元与氮(dàn)、氧之间发生化学(xué)反应,其氧化物与(yǔ)炉衬、包衬、砂型壁或涂料之间发生界面反应形成夹(jiá)渣。
3.改进方案
(1)熔炼时(shí)对原材(cái)料进行分拣,保(bǎo)证干燥(zào)、清洁(jié)、无锈蚀。
(2)提高铁液出(chū)炉(lú)温度(dù)和球化处理温度,对(duì)浇包进行充分烘(hōng)烤(kǎo)。
(3)金属液在浇包内应静置(zhì)一(yī)段时间,以(yǐ)利于渣上浮。
(4)降低原(yuán)铁液含(hán)硫(liú)量,在保证(zhèng)球化前(qián)提下,尽可能减(jiǎn)少(shǎo)球墨铸铁的残留镁(měi)含量。
(5)浇注系统改进(jìn)。为保证(zhèng)铁液在充填型腔的过程(chéng)中平稳、流(liú)畅,按大(dà)孔出流理论对浇注(zhù)系统进行了(le)改进(jìn),如图3所示。采用开放式浇注系统,通过增大进流截面降低进流速度。铸件(jiàn)整体分散进流(liú),快速充型,保证浇口杯、直浇道及时充(chōng)满(mǎn)。

图3 改进后的浇注系统
该铸件(jiàn)重4500kg,浇(jiāo)注重量6000kg,根据相关公(gōng)式计算的浇注时间为60s,阻流截面积(jī)为52cm2,即设计的开放式浇(jiāo)注(zhù)系统的直(zhí)浇道截面积为52cm2。按照标准的陶瓷管,则选择φ80mm的(de)陶瓷管,截(jié)面积是50.24cm2,按照推荐的(de)浇(jiāo)注(zhù)系统比例,设计的横浇道截面(miàn)形状是矩形(9cm×6cm),则面积是108cm2,内浇道是13道φ35mm的陶瓷管,截面积(jī)是125cm2,则zui终的截(jié)面(miàn)比(bǐ)是F直(zhí):F横:F内=1∶2.15∶2.49。
根(gēn)据上面计算的参数计算得(dé)进(jìn)流速度为0.28m/s,进流速度降低很多,是原工艺进流速度的(de)40%。充型平(píng)稳,避免紊流,大大降低了铁液二次氧化的(de)机会,从而可以减少夹渣(zhā)缺陷。
4.改进后验(yàn)证
采用以上措施连续(xù)生产15件,铸件没有再出现法兰(lán)和轴承上表面部位夹渣缺陷(xiàn),改进有效(xiào)。类似的方(fāng)法在(zài)其他产品上运用,也有明(míng)显效(xiào)果(guǒ)。
5.结语(yǔ)
大(dà)型(xíng)球墨铸铁件(jiàn)易于在浇注(zhù)位置上表面以及(jí)铁液流动(dòng)的(de)一些死角(jiǎo)区域产生(shēng)夹渣缺陷,这(zhè)些缺陷可以(yǐ)通过熔炼控制和浇注(zhù)系统的改进(jìn)来解决(jué)。浇注系统形式以及参数选择应(yīng)能保证铁液平稳充型,为(wéi)此浇注系统(tǒng)各组成(chéng)部(bù)分面积、浇注时间需(xū)按照内(nèi)浇(jiāo)道低速进流、铸件整体(tǐ)快速充满的(de)原则来计算。
- 下一(yī)篇:热处理(lǐ)工艺中淬火(huǒ)的常用(yòng)十种方法